
文章图片
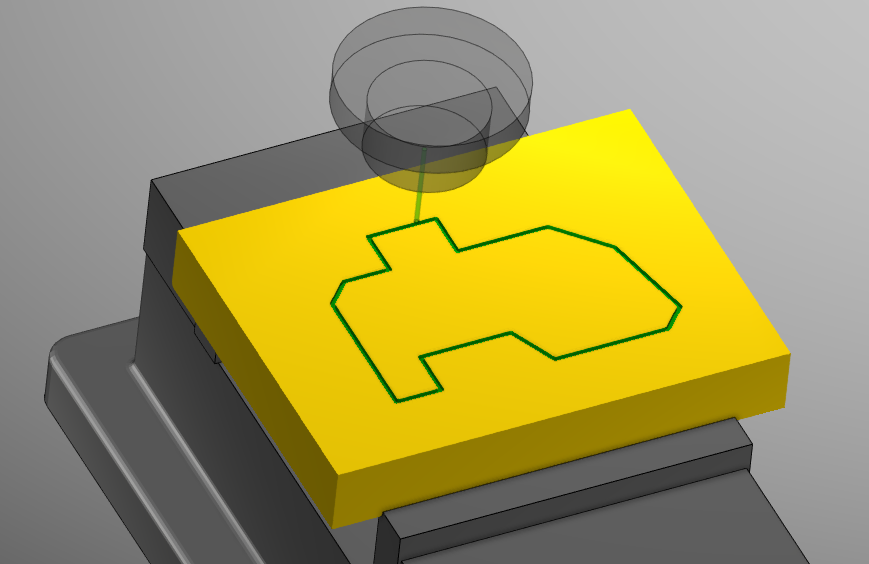
本案例所要编程的程序形状如下图所示 , 假设坐标系原点设置在工件上表面左下角点 , 按刀具中心编程 , 切入工件2mm , 使用直线插补命令编制这个轮廓的铣削加工轨迹 。 G01直线编程的要点是刀具首先到达直线段的起始点 , 包括点定位 , 和下切刀深度 , 然后沿轮廓走刀切削 , 加工完毕后抬刀回到安全平面 , 退到起始点 。
加工前毛坯状态如下:
G90G54G40G1Z100F1000M03S3000
G0X0Y0
X40Y30
Z3
G1Z-2F50
G1Y90F1000
X50Y100
X70
Y120
X100
Y100
X140
X160Y80
X170Y40
X160Y30
X110
X100Y50
X60
Y30
X40
G1Z5F200
G1Z100F1000
M5
M30
仿真加工结果如下图所示
【联想|FANUC数控铣床编程基础-G01直线插补3】
- 联想|在电脑城几年的工作经历,谈谈对联想电脑的几点认识
- 算法|FANUC数控铣床编程基础-G02G03圆弧插补3
- 联想|私有化是联想困局的最佳解决方案?
- 编程|FANUC数控铣床编程基础-G01直线插补1
- 联想|那些说我为联想洗地的人,为何自己不先从所在的无核心技术公司辞职?
- 联想|因为司马南,联想口碑崩了
- 贸易战|联想这些年骚操作不断,到底做错了啥?
- 联想|拆解联想电脑,没有任何一个核心零部件是国产的,塑料壳和螺丝是国产的
- 联想|胡大佬评联想事件,看看司马南如何接招?
- 联想|柳传志和杨元庆并不是罪人,网民的反应过激了